

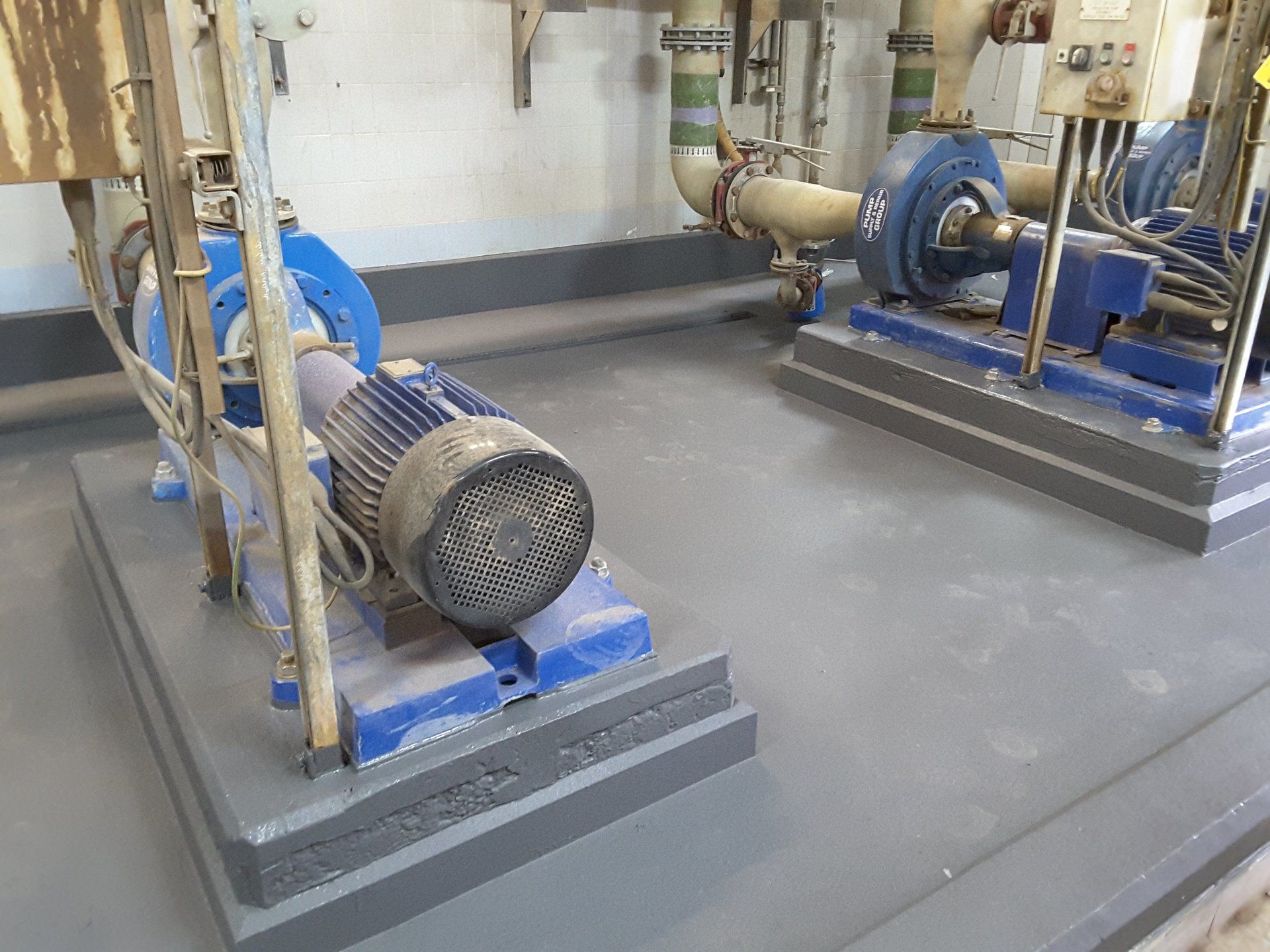
INDUSTRIAL PROTECTIVE COATINGS
The coating technology you need for long-term corrosion protection, our high-performance products are designed to keep your assets in service and corrosion-free. Whether it’s high ware, high temp, tank linings or a protective barrier against the elements, we have the right product for the job.
Delivering a wide range of industrial painting techniques. We have certified coating inspectors that have the capabilities to carry out a full specification review, fault diagnosis and third party inspections. Our consistent focus is on the application of protective coating systems that provide excellent corrosion control at the best value whilst minimising risk to workers and the environment.
Polyurea
Deck-Systems
Spray Foam Insulation
Corrosion Control
Waterproof Coatings
Chemical Coatings
Cementitious Coatings
Epoxy Resin Coatings
Industrial Painting
Fire coatings
Our specialists confined space trained team have worked in many different sectors of industry carrying out inspection, maintenance or new build installations of specialist coatings and linings.
Some of the areas we have worked on.
Waterproof Coatings Tank Lining Chemical bund linings
Teflon Coating Systems
Incineration/Power Generation
Bag House Cleaning & Lining
ID Fans
Cake Silos
Ash Reciprocators
Ash Screws
Air Scrubber Systems
Choosing right coating?
There are many factors to consider to fulfill its role.
Surface preparation
:
Adhesion is based on physical and chemical interactions between the coating and the substrate. Poor adhesion equates to poor performance.
Ease of Application:
Ease of application is a vital characteristic, especially with intricate structural details. The more difficult the application, the more opportunity for defects to be created, leading to premature failure.
Desired Coating Properties to consider.
Chemical Resistance.
The coating must resist breakdown from the chemicals to which it is exposed. Chemical resistance is primarily a function of the resin used.
Water Resistance.
Water affects virtually all coatings. Greater water resistance equates to more effective corrosion control.
Adhesion to Substrate:
Adhesion is based on physical and chemical interactions between the coating and the substrate. Poor adhesion equates to poor performance.
Cohesive Strength:
Coatings must be able to withstand the stresses of the curing process and changes in temperature and moisture content.
Coating Fundamentals.
Flexibility and Elongation:
The ability to expand and contract with the substrate is critical in some coating applications. Impact Resistance. The coating may have to resist impact loads.
Abrasion Resistance:
Coatings in some areas may have to be abrasion-resistant. Temperature Resistance: The environment may expose the coating to extremes of temperature, usually elevated.
Dielectric Strength:
A key variable in barrier coatings and when using coatings in conjunction with cathodic protection. When formulating coatings, there is usually a trade-off made among the properties mentioned above. Properties alter when the components of the coating are changed.
Coating Classification.
Coatings are broadly classified as organic or inorganic. Most industrial and marine coatings are organic coatings.
Organic coatings’
binders are made from living or once-living things. Until the early 1900s most coatings were from vegetable or animal oils. Most coatings now come from petroleum products that are refined and modified to impart the properties desired in coating. All organic coatings contain carbon.
Inorganic coatings
use inorganic binders, most commonly based on either silicone or silicates. Metallic coatings (e.g., metallizing and galvanizing coatings) are also inorganic. Broadly speaking, the major performance difference between organic and inorganic coatings is heat resistance. Organic coatings have less resistance because of the relative weakness of the carbon-to-carbon bond.


























































































































View more
Quality Assrance
Every product from manufacture through to application is monitored for Quality Assurance. Our own trained dedicated coatings inspector management team monitors the daily process of the application individually to meet every project and client expectation. These strict processes support the long term manufacturer warranty package and include:
Quality Plans
Inspection Test Planning
Daily QA /QC Sheets
Site & Client Visit Reports
Client Sign-Off Documentation
Annual inspections
Our products can service an incredible range of applications With our professionally trained surface preparation and application teams, our applied coatings offer an enduring solution that will outlast any similar system.
CORROSION
About corrosion
The Annually damage due to corrosion amounts to about 17.5 billion euros. In the Netherlands, a small 10% of the national gross product is lost due to corrosion. Globally per second 5-ton steel is lost. Steel loss due to corrosion amounts to 16 x the yearly annual production of Tata Steel in Ijmuiden-NL (based on the production figures of 2005).
By applying the current knowledge of steel preservation 30% of the loss is avoidable. This would save 5 billion annually. This is not including the savings to health costs. These costs are caused by industrial accidents due to corrosion. Injuries sustained range from minor cuts to long-term hospitalization with acute injuries by accidents, not only provide for damages, but also, indirectly, the long-term damage caused by sensitivity to biofilm and microorganism growth.
Corrosion is no simple problem. There are 12 different forms of corrosion. Corrosion leads to loss of strength, because the corrosion products (oxides and salts) are much weaker than the metal. The corrosion products crumble and the metal parts are thinner.
An additional problem is that the corrosion products occupy a larger volume, for example, in the form of concrete rot, where the reinforcing steel in the concrete is going to rust.mIn some species of corrosion is an impenetrable layer of metal oxide formed, whereby the corrosion process is stopped. That is the explanation for the fact that aluminum rust, although it hardly in itself is sensitive to corrosion reactions.
Corrosion theory
Corrosion in water is always electro-chemical in nature. This means that there is not only a weak electric current, but also chemical reactions take place. There are two chemical reactions needed to force a metal to corrode, an oxidation reaction (where the metal is dissolved) and a reduction reaction (where usually oxygen is consumed).
Oxidation is a so-called Anodic reaction and reduction a cathodic reaction. In an oxidation reaction are electrons released and transported to another point in the metal, where they have a cathodic reaction and are consumed. In the metal the electrons are transported from the anode to the cathode, this his makes a weak direct current in opposite directions. A electrical circuit must be closed. This is achieved by the transport of ions in the water.
Anodic and cathodic reactions should always keep each other in balance, which means that the electrons which released at the cathode at the anode should be consumed. If the Anodic and cathodic reactions occur evenly across the entire surface, it is referred to as general corrosion. The degradation is than over the entire surface in principle to the same depth. If the Anodic and cathodic reactions take place at various points, join local corrosion and so place a deeper deterioration in certain areas.
Coatings Composition.
Liquid-applied coating components are characterized by the following terms.
- Pigment
- Resin
- Solvent
- Vehicle.
Coating Components.
Pigment, A pigment is a discrete particulate solid used to impart specific properties to the coating in the liquid and solid state. Pigments do not dissolve in the coating, and they serve multiple functions in the coating. Among other things, pigments may be used to.
- Impart colour
- Protect binder from weathering
- Provide inhibitor protection
- Control water resistance
- Provide a form of cathodic protection
- Modify mechanical or electrical properties.
Coating Fundamentals.- Pigment and Resin.
Additives.
Additives are most commonly liquid components of a coating typically added in small amounts to perform a specific function.
There are thousands of additives and new ones are presented frequently. Additives give each individual product its unique characteristics. Some additives ensure coating stability; they may keep it from settling, reduce foaming, retard colour float and/or build thixotropy.
Others aid application by improving the coating’s flow out and wetting, which in turn increases pot life and decreases sag.
Additives can also. add UV resistance, increase or decrease gloss, prevent skinning over in the can, increase shelf life and retard or speed up curing. Additives could be called the “secret ingredient” when applicators find a particular coating much easier to apply than a similar coating supplied by a different coating manufacturer.
Binder. The binder is the backbone of the coating and supplies most of the heavy duty features and functions of the material.
A coating typically gets its name from the binder, such as: epoxy, polyurethane, alkyd, acrylic, etc. Two or more binders can be combined in a coating.
Binder. To create a protective coating film on the substrate, the binder resins must convert from a liquid state (which allows application)
to a solid state that adheres to and protects the surface. In order to be suitable for use as a corrosion protection systems in the industrial and marine environment, the binder should. Have good wetting and adhesion properties. Resist transmission of water, oxygen, and other chemical species. Tolerate variability in the application process. Resist chemical and physical change in the service environment. Dry within an acceptable period. Form a stable film that maintains its characteristic properties (strength, hardness, flexibility).
Solvents.
Some of the resins used as binders are solids at normal temperatures. Successful application and establishment of adhesion is impractical when the binder is in the solid state. Therefore, solvents are added to liquefy the binder and allow for application in a productive manner.
Coating Fundamentals. Solvents have two major characteristics that influence their use in protective coatings.
Solvency Power:
The ability to dissolve the resin.
Volatility.
Governs evaporation rate (the speed at which the solvent leaves the coating film during and after application).
Solvents play only a fleeting role in protective coatings. Once applied and cured, solvents serve no purpose and, in fact, may cause performance problems if they remain in the coating film. Because of environmental legislation, coating users and manufacturers are actively researching technologies to reduce or eliminate the need for solvents.
The air pollution boards of many countries regulate the use of solvents in coatings. Organic solvents, known as volatile organic compounds (VOC)
are harmful to the Earth’s ozone layer. Strict limits on the amount of solvent used in coatings have led to a tremendous advance in the coating industry since the early 1990s. Solvent-free coatings are commonly used in many areas and new solvent-free or very-high-solids coatings are continually being developed. Improper field use of solvents causes many coating problems and can affect its useful life span. The coating inspector should confirm that only the specified solvent is used and only in amounts allowed by the specification, the local law, or the coating manufacturer.
Modes of Protection. Corrosion control of coatings can occur in one of only three processes.
Barrier coatings.
Inhibitive coatings.
Sacrificial (cathodic protection).
Barrier Coatings. illustrates, in a simplified fashion, the concept of a barrier coating. The barrier coating impedes the ingress of oxygen, water, and soluble salts (exemplified by the most common salt in seawater, sodium chloride). The barrier coating prevents the formation of an effective electrolyte at the coating/metal interface. (water and soluble salt). and restricts access of the strongly Coating Fundamentals.
depolarizing oxygen molecule. Water and oxygen penetrating to the surface is not a significant issue if there are no ions present on the surface. If ions are present then corrosion will initiate.
Barrier Concept. During coating formulation, three mechanisms are thought to achieve barrier protection.
Resistance inhibition.
Oxygen deprivation.
Adhesion.
Resistance Inhibition.
Many people assumed that barrier coatings completely prevent oxygen and water from permeating the coating. However, when subjected to testing, scientists discovered that water and oxygen permeability of barrier coatings typically were much higher than the levels at which corrosion is usually initiated and sustained on unprotected steel.
A theory was then proposed that the barrier films control corrosion by maintaining a high level of electrical resistance at and near the coating/substrate interface. This high resistance prevents significant current flow between the anodic and cathodic sites on the metal (local action cells). This phenomena reduces the potential for corrosion on the substrate.
The high electrical resistance is maintained by films with low permeability to ions, i.e., resistance inhibition. If ions are restricted, the water that reaches the interface is not conductive enough to carry a significant corrosion current to initiate and sustain corrosion. As explained previously, water and oxygen permeating the coating film to the substrate is not a significant event if ions are not present on the surface.
Formulators of barrier coatings can now modify the components of the coating to decrease the film’s permeability to both ions and water.
The generally accepted and simplified concept is that coatings can provide a barrier between the substrate and the environment (normally the electrolyte), thus removing one of the four required elements for a corrosion cell. Most coatings provide some level of barrier protection. Barrier coatings should exhibit the following attributes. Resistance to the chemical environment.
Resistance to moisture.
Excellent adhesion to the substrate, even in wet conditions. Good wetting properties during application to prevent voids in the film and maximize effective surface area.
Resistance to vibration.
Inhibitive Coatings. illustrates, in a simplified fashion, the inhibitive coating concept. Inhibitive coatings, in addition to serving as a barrier, Coating Fundamentals. actively slow down the reaction occurring at the anode, cathode, or both. To be effective, inhibitive coatings must be in contact with the substrate (i.e., they must be the primer).
Generally, inhibitive coatings. Have chemicals added to the coating to hinder reactions occurring on the substrate. Need a small amount of moisture to be Activated. Have been regulated out of existence, including lead and chromate inhibitive pigments.
Inhibitive pigments actually passivate the metal surface by forming a thin, tightly adherent film or by reinforcing and plugging defects in the natural air-formed film. An example of such a coating is an alkyd based on zinc molybdates. Inhibitive Concept. Sacrificial Coatings.
illustrates in a simple fashion the concept of a sacrificial coating. Sacrificial coatings use a metal that is anodic to steel and which corrodes preferentially. Essentially, sacrificial coatings provide cathodic protection, especially in the vicinity of film defects. Sacrificial coatings.
Usually contain zinc dust as the predominant Pigment. Must have a minimum loading of zinc dust to be effective. Examples of sacrificial coatings include inorganic zinc and flame-sprayed aluminum.
Sacrificial Concept.
Adhesion. The most basic function of any coating is its ability to adhere to the surface on which it is placed. Strong adhesion is the key to coating
performance and long life. If adhesion is marginal, the coating gradually fails due to blistering, under-film corrosion, or chipping and flaking.
High levels of adhesion enable the coating to Withstand moisture vapor transmission, abrasion, impact, flexing, humidity, chemicals,
microorganisms and all the other factors it may be subjected to in service.
Adhesion can be chemical, mechanical,polar, or a combination of all three. The chemical bond, formed by a reaction between the coating and the substrate is the most effective bond. An example of a chemical bond is the galvanizing process, in which the molten zinc melts the surface
layer of the steel and the two materials combine and form a series of alloys, essentially making the coating a part of the surface. Inorganic zinc coatings also form a chemical bond between the silicate molecule and the steel substrate. Wash primers that normally include an acid element also form a chemical bond with the substrate. Polar adhesion (aka valance bonding) is the most common type of bond for organic coatings. The resin acts as a weak magnet with the north and south poles attracting opposite poles on the substrate. Another explanation of this is that the polar groups are positively and negatively charged portions of the coating molecule that are attracted to oppositely charged areas on the substrate. Epoxies fall within this type of adhesion concept.
Mechanical adhesion is associated with surface roughness (anchor pattern). The roughness of the surface created by some types of surface preparation allows more points of contact between the molecules of the coating and the molecules of the surface. As contact points increase, adhesion increases. Concrete has a different type of mechanical adhesion. The concrete surface is relatively porous with many minute surface pockets, surface checking, and other natural surface roughness. Coatings for such surfaces should be highly penetrating.
All forms of adhesion depend on direct contact between the coating and the substrate. Any type of contaminant on the surface interferes with this point-to-point contact and reduces the amount of adhesion.
Basic inspection considerations.
Inspections should check to see if the materials delivered to the job site (coatings,thinners, cleaners, abrasives, putties, fillers, etc.) are the materials shown in the specification or as approved by the owner or his representative.
The inspector should have a copy of each approved product data sheet to compare the labels on the cans with the approved material
named on the product data sheet. Any substitution of material should be reported immediately to the owner’s representative. Be aware that even when two products have the same generic name they are not necessarily equal or even equivalent. The inspector should also check.
Shelf life. Storage conditions and temperatures. Batch numbers and record them for each unit of coating.Batch numbers are always found on the coating pail, not on the product data sheet. It may be necessary to check each can in each shipment to ensure it is the proper material
and to record all the batch numbers. It is not unusual for a manufacturer to mix products on a pallet or to ship the same product but from different batches on the same pallet.
Coating Fundamentals. When two component materials are being used, the inspector should ensure that the correct amount of each component is on site, based on the mix ratio.
Checklist. Specified material on site. Expiration date of coatings when delivered on site. Correct colour(s). Correct and sufficient amounts of each component.
Legal and protective storage conditions. Coating Fundamentals. Key Terms Definitions. Additives. Components of a coating, typically added in small amounts to perform a specific function. Adhesion: The process in which dissimilar molecules cling together due to attractive forces.
Adhesion can be chemical, mechanical, polar, or a combination of all three. Barrier Coatings: A coating that: (1) has a high resistance to permeation of liquids and/or gases, or (2) is applied over a previously coated surface to prevent damage to the underlying coating during subsequent handling. Binder. The nonvolatile portion of the vehicle of a formulated coating material. Inhibitive Pigment. A pigment that passivates the metal surface by forming a thin, tightly adherent film or by reinforcing and plugging defects in the natural air-formed film.
Inorganic Coatings.
Coatings whose binders are made from non-living things, most commonly based on either silicone or zinc.
Organic Coatings.
Coatings whose binders are made from living or once-living things.
Pigment.
The fine solid particles added during the manufacture of a coating which are substantially insoluble in the vehicle, used to impart colour, corrosion control, or decorative properties.
Sacrificial Coatings:
Coatings that use a metal that is anodic to steel and corrodes preferentially. Essentially, sacrificial coatings provide cathodic protection, especially in the vicinity of film defects.
Solvents:
Added to coatings to liquefy the binder and allow for application in a productive manner.
Preparation for Coating
Surface preparation is the essential first stage treatment of a substrate before the application of any coating. The performance of a coating is significantly influenced by its ability to adhere properly to the substrate material. It is generally well established that correct surface preparation is the most important factor affecting the total success of surface treatment.
The presence of even small amounts of surface contaminants, oil, grease, oxides, etc. can physically impair and reduce coating adhesion to the substrate. Chemical contaminants that are not readily visible, such as chlorides and sulphates, attract moisture through coating systems resulting in premature failure. In summary, the importance of a chemically clean substrate to provide the best possible contact surface for the applied coating cannot be over-emphasised.
The scope of this guide covers the surface preparation of metallic surfaces for the subsequent application of paint and metal coatings for corrosion protection or the enhancement or surface appearance for both new structures and maintenance treatments.
The adhesion of coating materials such as zinc by hot dip galvanising is particularly good due to the metallurgical alloying with the steel surface. In this process, the molten zinc reacts with the steel to form a series of iron/zinc alloy layers of varying composition to form an intimate bond with the substrate. Alternatively, metal coatings applied by thermal spraying require a coarse surface profile to maximise the coating bond which is principally by mechanical keying.
Organic paint coatings adhere to the surface mainly by polar adhesion which is aided by mechanical adhesion which is especially important for thick coatings films. For all type of coatings, the surface condition of the substrate is critical in terms of coating performance and durability.
